LUYOR-3109高強(qiáng)度紫外催化光源促銷
LUYOR-3109紫外光源采用了9顆365nm大功率led,安裝有二次光學(xué)透鏡,輸出紫外線強(qiáng)度高,...
2024-08-08


LUYOR-3109紫外光源采用了9顆365nm大功率led,安裝有二次光學(xué)透鏡,輸出紫外線強(qiáng)度高,...
2024-08-08
KillerRed是個(gè)完全由基因編碼的光毒性紅色熒光蛋白,可接受綠色光照(540~580nm)生成活...
2024-04-29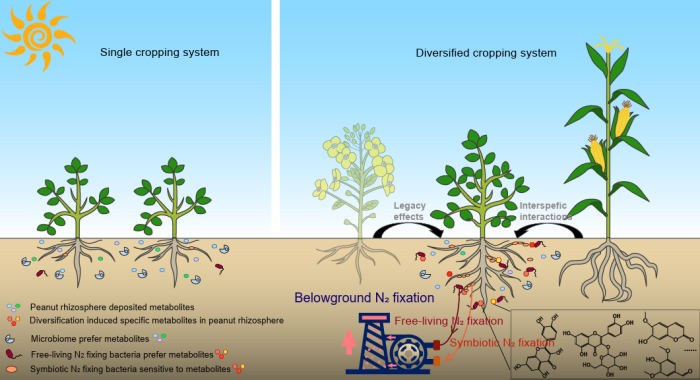
中國(guó)科學(xué)院南京土壤研究所彭新華研究員團(tuán)隊(duì)陳晏副研究員在農(nóng)田長(zhǎng)期多樣化種植下,種間植物根際對(duì)話調(diào)控土壤...
2024-04-07咨詢熱線
021-64195798作者:紫外光源事業(yè)部時(shí)間:2019-12-05 09:28:19瀏覽2283 次
不銹鋼罐體組裝完后進(jìn)行酸洗、脫脂處理,不銹鋼焊縫須先酸洗后脫脂,可采用擦拭法脫脂。施工人員進(jìn)入容器內(nèi),對(duì)未脫脂死角進(jìn)行擦拭處理,對(duì)于罐內(nèi)頂部等處的死角,在罐內(nèi)搭設(shè)活動(dòng)梯子便于擦拭處理。用LUYOR-365L紫光燈對(duì)已脫脂部位進(jìn)行照射,如果有亮點(diǎn)證明脫脂不合格,該部位需重新脫脂;如無亮點(diǎn)證明脫脂合格。脫脂完畢后及時(shí)封閉所有容器管口和管道兩端口,管道焊接時(shí)注意保持內(nèi)部干凈,不進(jìn)雜物。
液氮、液氧低溫貯槽施工檢查工藝
無損檢測(cè)
1.底板的A12,A13對(duì)接焊縫需射線檢驗(yàn),符合JB/T4730-2005 Ⅱ級(jí)標(biāo)準(zhǔn)
2所有搭接焊縫均需著色檢驗(yàn),符合JB/T4730-2005 Ⅰ級(jí)標(biāo)準(zhǔn).
3所有密封焊縫需進(jìn)行兩次(水壓試驗(yàn)前后)真空檢驗(yàn).
4所有內(nèi)筒對(duì)接縫射線檢驗(yàn),符合JB/T 4730-2005Ⅱ級(jí)標(biāo)準(zhǔn).
5內(nèi)筒接管縱向焊縫,對(duì)接環(huán)焊縫(包括內(nèi)部液體,氣體管線),錨固帶的對(duì)接焊縫射線,符合JB/T 4730-2005Ⅱ級(jí)標(biāo)準(zhǔn).
6錨固帶的所有受力角焊縫,錨固帶與筒體連接附件之間的角焊縫(在壓力試驗(yàn)前后)著色檢驗(yàn),符合JB/T 4730-2005 Ⅰ級(jí)標(biāo)準(zhǔn).
7內(nèi)筒所有密封角焊縫著色檢驗(yàn),符合JB/T 4730-2005 Ⅰ級(jí)標(biāo)準(zhǔn).
8內(nèi)筒底板與筒體的角焊縫(內(nèi)外兩面),管子與筒體的焊縫,加強(qiáng)圈以及其他附件的焊縫著色檢驗(yàn),符合JB/T 4730-2005 Ⅰ級(jí)標(biāo)準(zhǔn).
9內(nèi)管底板角焊縫在水壓試驗(yàn)前后著色檢驗(yàn),符合JB/T4730-2005 Ⅰ級(jí)標(biāo)準(zhǔn).
10底板之間焊縫真空箱檢測(cè)。
11所有外筒對(duì)接焊縫,影響密封的角焊縫著色檢驗(yàn),符合JB/T 4730-2005 Ⅰ級(jí)標(biāo)準(zhǔn).
外罐
1底板的所有焊縫液體著色,真空試驗(yàn),氣密性實(shí)驗(yàn)前.
2壓環(huán)與筒體的角焊縫液體著色,氣密性實(shí)驗(yàn)前.
3頂蓋的搭接焊縫液體著色,氣密性實(shí)驗(yàn)前
4筒體與底板的角焊縫液體著色,氣密性試驗(yàn)前與后
5筒體的對(duì)接焊縫液體著色,氣密性試驗(yàn)前
6錨固帶與筒體之間的加強(qiáng)板角焊縫液體著色,氣密性試驗(yàn)前
7筒體上與氣密性相關(guān)的其它焊縫液體著色,氣密性試驗(yàn)前
8除底板外所有與外界的密封的焊縫肥皂水,氣密性試驗(yàn)時(shí).
注:所有X射線檢查符合JB/T4730-2005
Ⅱ級(jí)標(biāo)準(zhǔn).所有液體著色檢查符合JB/T4730-2005Ⅰ級(jí)標(biāo)準(zhǔn).所有真空盒檢查在21KPa無泄露合格.
管道
1液面以下管道對(duì)接焊縫RT檢測(cè)。
2液面以上管道對(duì)接焊縫30%RT檢測(cè)。
3人孔縱向焊縫RT檢測(cè)。
4接管角焊縫打底與蓋面均做PT檢測(cè)。
內(nèi)罐
1錨固帶與筒體之間的加強(qiáng)板液體著色,水氣壓試驗(yàn)前與后
2底板邊緣板對(duì)焊縫X射線,水壓試驗(yàn)前.真空檢查,水壓試驗(yàn)前與后.
3壓環(huán)與筒體的角焊縫(內(nèi)外兩側(cè))液體著色,水氣壓試驗(yàn)前
4底板的搭接焊縫液體著色,水氣壓試驗(yàn)前.真空檢查,水壓試驗(yàn)前與后.
5頂蓋的搭接焊縫液體著色,水氣壓試驗(yàn)前.真空檢查,水壓試驗(yàn)前與后.
6管嘴與筒體的角焊縫,包括補(bǔ)強(qiáng)板液體著色,水氣壓試驗(yàn)前.
7筒體與底板邊緣的角焊縫(內(nèi)外兩側(cè))液體著色,水氣壓試驗(yàn).真空檢查,水壓試驗(yàn)前與后.
8筒體的所有對(duì)接焊縫X射線,水壓試驗(yàn)前.
注:所有X射線檢查符合JB/T4730-2005
Ⅱ級(jí)標(biāo)準(zhǔn).所有液體著色檢查符合JB/T4730-2005Ⅰ級(jí)標(biāo)準(zhǔn).所有真空盒檢查在21KPa無泄露合格.

水壓試驗(yàn)
1內(nèi)罐充水試驗(yàn):6.6.1.1內(nèi)罐充水試驗(yàn)前,內(nèi)罐所有焊接工作應(yīng)全部完成并檢驗(yàn)合格,罐內(nèi)各種雜物清理干凈,外罐壁不得與基礎(chǔ)預(yù)埋錨固件焊接,地腳螺栓應(yīng)松開。
2充水試驗(yàn)應(yīng)采用潔凈水。
3充水過程中應(yīng)開啟人孔以保證內(nèi)罐始終與大氣相通,充水高度不得大于設(shè)計(jì)文件規(guī)定。
4充水過程及時(shí)進(jìn)行內(nèi)罐和罐基礎(chǔ)沉降觀測(cè),內(nèi)罐或基礎(chǔ)發(fā)生較大沉降或不均勻沉降時(shí)應(yīng)停止沖水,處理后繼續(xù)進(jìn)行試驗(yàn)。
5充水試驗(yàn)時(shí)應(yīng)對(duì)內(nèi)罐焊接接頭的嚴(yán)密性和罐體各部位的變形進(jìn)行檢查,充水到設(shè)計(jì)文件規(guī)定的更高液位并保持48h后,內(nèi)罐無滲漏、外罐無異常變形為合格。
內(nèi)罐充水外罐氣壓試驗(yàn):
1外罐體所有焊接工作應(yīng)全部完成并檢驗(yàn)合格;
2按設(shè)計(jì)文件規(guī)定的試驗(yàn)液位檢查確認(rèn)后充氣加壓,
3當(dāng)罐內(nèi)空氣壓力達(dá)到設(shè)計(jì)壓力時(shí),用發(fā)泡劑涂刷并檢查外罐罐壁、罐頂板的所有焊接接頭,焊接接頭檢查合格后,繼續(xù)向罐內(nèi)充氣。當(dāng)罐內(nèi)空氣壓力達(dá)到設(shè)計(jì)文件規(guī)定的試驗(yàn)壓力時(shí),保持此壓力1h,焊接接頭無滲漏,罐體無異常變形為合格。
4施工過程中已經(jīng)真空試漏合格的焊接接頭,外罐氣壓試驗(yàn)時(shí)無需再進(jìn)行檢查。
5內(nèi)罐充水外罐氣壓試驗(yàn)合格后應(yīng)立即打開排氣減壓閥,使罐內(nèi)與大氣相通,排氣后應(yīng)向?qū)⑼夤夼c基礎(chǔ)預(yù)埋錨固件組對(duì)焊接或應(yīng)先緊固地腳螺栓,再排放內(nèi)罐試驗(yàn)用水并清洗內(nèi)罐,罐內(nèi)不得存有積水或贓物。
6放水過程中排氣減壓閥應(yīng)與大氣相通,并按設(shè)計(jì)文件規(guī)定進(jìn)行沉降觀測(cè)。
7充水速度不應(yīng)大于500m3/h,放水速度不應(yīng)大于300m3/h。
外罐氣壓試驗(yàn):
1外罐氣壓試驗(yàn)應(yīng)在內(nèi)罐充水外罐氣壓試驗(yàn)合格,將內(nèi)罐水排凈后進(jìn)行。
2外罐氣壓試驗(yàn)前,應(yīng)再次檢查確認(rèn)錨固結(jié)構(gòu)緊固符合要求。
3向罐內(nèi)充氣,當(dāng)罐內(nèi)空氣壓力達(dá)到設(shè)計(jì)要求的試驗(yàn)壓力后,檢查外罐體錨固結(jié)構(gòu)和基礎(chǔ),無異常變形為合格。
4試驗(yàn)后應(yīng)立即打開排氣減壓閥。
罐體真空試驗(yàn):
1罐體真空試驗(yàn)應(yīng)在氣壓試驗(yàn)合格后進(jìn)行。
2真空試驗(yàn)應(yīng)使用真空泵或軸流風(fēng)機(jī)從罐內(nèi)抽氣,罐體真空度達(dá)到設(shè)計(jì)規(guī)定的試驗(yàn)值后保持1h,檢查罐體無異常變形為合格。試驗(yàn)合格后應(yīng)立即打開進(jìn)氣閥,使罐內(nèi)部與大氣相通。
3不進(jìn)行外罐氣壓試驗(yàn),僅進(jìn)行罐體真空試驗(yàn)時(shí)也應(yīng)檢查確認(rèn)錨固結(jié)構(gòu)緊固符合要求。
酸洗、脫脂及試驗(yàn)
1不銹鋼罐體組裝完后進(jìn)行酸洗、脫脂處理,不銹鋼焊縫須先酸洗后脫脂,可采用擦拭法脫脂。
2脫脂液選用合格三氯乙烯。酸洗采用酸洗鈍化膏(不含有機(jī)物)。
3不銹鋼罐選用潔凈白布,人工帶上防護(hù)手套配以活動(dòng)人梯進(jìn)行涂擦,由上至下分層進(jìn)行,至少兩次。
4 施工人員進(jìn)入容器內(nèi),對(duì)未脫脂死角進(jìn)行擦拭處理,對(duì)于罐內(nèi)頂部等處的死角,在罐內(nèi)搭設(shè)活動(dòng)梯子便于擦拭處理。
5 用LUYOR-365L紫光燈對(duì)已脫脂部位進(jìn)行照射,如果有亮點(diǎn)證明脫脂不合格,該部位需重新脫脂;如無亮點(diǎn)證明脫脂合格。脫脂完畢后及時(shí)封閉所有容器管口和管道兩端口,管道焊接時(shí)注意保持內(nèi)部干凈,不進(jìn)雜物。
6 脫脂、檢驗(yàn)及安裝所用的工具、量具、儀表等必須按脫脂件的要求預(yù)先脫脂。
7脫脂現(xiàn)場(chǎng)須加強(qiáng)安全防火及防止沖洗液飛濺等措施,施工人員戴好有側(cè)邊防護(hù)罩的眼鏡和呼吸器。
8清洗的操作人員須進(jìn)行安全教育,熟悉和理解清洗劑使用方法和保護(hù)措施。
9清洗完的廢液排放到指定的下水道內(nèi)。
質(zhì)量控制措施
1嚴(yán)格按照公司壓力容器質(zhì)保體系的要求運(yùn)行,落實(shí)各項(xiàng)管理制度。
2加強(qiáng)對(duì)施工人員的質(zhì)量意識(shí)教育和施工規(guī)范、施工方案的學(xué)習(xí);項(xiàng)目部技術(shù)負(fù)責(zé)人組織施工技術(shù)員、施工班組長(zhǎng)進(jìn)行詳細(xì)的技術(shù)交底,使參與施工的作業(yè)人員了解各質(zhì)量控制點(diǎn)和各檢查項(xiàng)目控制技術(shù)指標(biāo)。
3組織編制質(zhì)量停點(diǎn)檢查流程圖,設(shè)專職質(zhì)檢員落實(shí)自檢、互檢和交接檢制度。制定焊接材料管理發(fā)放制度,建立焊接材料臺(tái)帳,嚴(yán)格焊條烘焙紀(jì)律,編制焊接工藝卡。
4現(xiàn)場(chǎng)嚴(yán)控儲(chǔ)槽幾何質(zhì)量及焊接質(zhì)量,加強(qiáng)現(xiàn)場(chǎng)質(zhì)量監(jiān)督和現(xiàn)場(chǎng)過程控制。
5為保證焊接質(zhì)量,現(xiàn)場(chǎng)配備必要的防風(fēng)、防雨雪和防凍措施。
6采用合理、先進(jìn)的焊接工藝,以減少焊接變形。
7均壓板現(xiàn)場(chǎng)澆注時(shí),須保證底部絕熱層不受潮。
8.8嚴(yán)格工序控制和交接檢查,防止不合格產(chǎn)品進(jìn)入下一道工序。
解釋:
紫光燈:學(xué)名紫外線燈,俗稱黑光燈,能夠發(fā)出365nm紫外線,能夠激發(fā)金屬表面的油脂發(fā)出藍(lán)色熒光,被化建公司、工業(yè)清洗、工業(yè)氣體工廠用于檢測(cè)管道、容器的脫脂清洗效果,LUYOR-365L便攜式高強(qiáng)度手電筒式黑光燈在工業(yè)氣體行業(yè)、低溫設(shè)備生產(chǎn)企業(yè)被廣泛用于脫脂清洗檢查。度手電筒式黑光燈")
 關(guān)注我們
關(guān)注我們