LUYOR-3109高強度紫外催化光源促銷
LUYOR-3109紫外光源采用了9顆365nm大功率led,安裝有二次光學透鏡,輸出紫外線強度高,...
2024-08-08

作者:無損檢測事業部時間:2019-12-20 10:27:29瀏覽2712 次
滲透檢測俗稱滲透探傷,是一種以毛細管作用原理為基礎用于檢查表面開口缺陷的無損檢測方法。它與射線檢測、超聲檢測、磁粉檢測和渦流檢測一起,并稱為5種常規的無損檢測方法,滲透檢測始于本世紀初,是目視檢查以外zui早應用的無損檢測方法。由于滲透檢測的獨特優點,其應用遍及現代工業的各個領域。國外研究表明:滲透檢測對表面點狀和線狀缺陷的檢出概率高于磁粉檢測,是一種zui有效的表面檢查方法。
承壓設備滲透探傷檢測方法
無損檢測(NDT)是在不損壞工件或原材料工作狀態的前提下,對被檢驗部件的表面和內部質量進行檢查的一種測試手段。常規無損檢測方法:射線探傷(RT)、超聲波探傷(UT)、磁粉探傷(MT)、滲透探傷(PT)、渦流探傷(ET)等方法 。
滲透檢測基礎知識
一、滲透檢測是一種無損檢測方法,是五大常規方法之一
滲透檢測俗稱滲透探傷,是一種以毛細管作用原理為基礎用于檢查表面開口缺陷的無損檢測方法。它與射線檢測、超聲檢測、磁粉檢測和渦流檢測一起,并稱為5種常規的無損檢測方法,滲透檢測始于本世紀初,是目視檢查以外zui早應用的無損檢測方法。
由于滲透檢測的獨特優點,其應用遍及現代工業的各個領域。國外研究表明:滲透檢測對表面點狀和線狀缺陷的檢出概率高于磁粉檢測,是一種zui有效的表面檢查方法。
二、滲透探傷工作原理
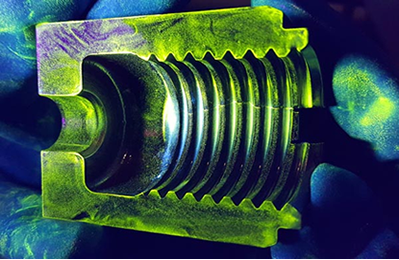
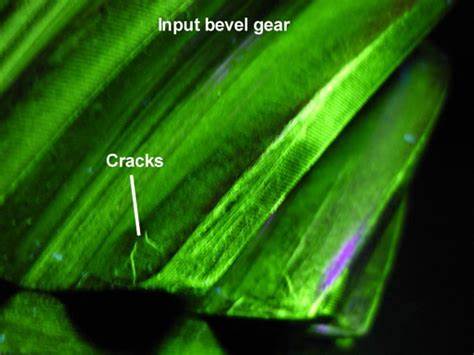
滲透劑在毛細管作用下,滲入表面開口缺陷內;在去除工件表面多余的滲透劑后,通過顯象劑的毛細管作用將缺陷內的滲透劑吸附到工件表面形成痕跡而顯示缺陷的存在,這種探傷方法稱為滲透探傷(檢測)。
三、滲透探傷的特點:
① 滲透檢測的優點
⑴ 可檢測各種材料;金屬、非金屬材料;磁性、非磁性材 料;焊接、鍛造、軋制等加工方式;
⑵ 具有較高的靈敏度(可發現:0.1μm寬缺陷);
⑶ 顯示直觀、操作方便、檢測費用低。
② 滲透檢測的局限性
⑴ 它只能檢出表面開口的缺陷;
⑵ 不適于檢查多孔性疏松材料制成的工件和表面粗的工件;
⑶ 滲透檢測只能檢出缺陷的表面分布,難以確定缺陷的實際深度,因而很難對缺陷做出定量評價。檢出結果受操作者的影響也較大。

四、滲透檢測的應用范圍
Ⅲ級焊縫檢查方法的選擇
a、圖紙中重要度分級標記為[A]的全熔透Ⅲ級焊縫(對接,含T形對接)
當板厚>10mm時,焊縫須進行超聲波檢驗;檢測比例按《GB/T 2828.1-2003》進行。
當板厚≤10mm時,焊縫用磁粉或著色探傷對焊縫進行表面裂紋檢驗。檢測比例按《GB/T 2828.1-2003》進行。
b、圖紙中重要度標記為[A]的非全熔透Ⅲ級焊縫(對接或角接)
焊縫用磁粉或著色探傷對焊縫進行表面裂紋檢驗。檢測比例按《GB/T 2828.1-2003》進行。
c、圖紙中重要度標記為[B]的全熔透Ⅲ級焊縫(對接,含T形對接)
當板厚>10mm時,焊縫要進行超聲波檢驗;檢測比例按《GB/T 2828.1-2003》進行。
當板厚≤10mm時,焊縫要用磁粉或著色探傷進行表面裂紋檢驗;檢測比例同上。
d、圖紙中重要度標記為[B]的非全熔透Ⅲ級焊縫(對接或角接
焊縫焊縫用磁粉或著色探傷進行表面裂紋檢驗;檢測比例按《GB/T 2828.1-2003》進行。
e、圖紙中無重要度標記的非全熔透Ⅲ級焊縫(對接或角接)
當板厚>10mm時,焊縫須進行超聲波檢驗;檢測比例按《GB/T 2828.1-2003》進行。
當板厚≤10mm時,焊縫用磁粉或著色探傷對焊縫進行表面裂紋檢驗。檢測比例按《GB/T 2828.1-2003》進行。
五、滲透檢測方法
一、表面準備
1、工件被檢表面不得有影響滲透檢測的鐵銹、氧化皮、焊接飛濺、鐵屑、毛刺以及各種防護層。
2、被檢工件機加工表面粗糙度≤12.5μm;被檢工件非機加工表面的粗糙度可適當放寬,但不得影響檢驗結果。
3、局部檢測時,準備工作范圍應從檢測部位四周向外擴展25mm。
4、對焊縫進行探傷時,焊縫應在外觀檢測全部合格后,才能進行無損檢測。(如不能存在焊瘤、咬邊、錯邊和角變形、目視和放大鏡能看到的表面氣孔、焊縫尺寸和形狀不合要求等缺陷)
二、檢測步驟
1、預清洗
檢測部位的表面污垢必須清洗掉,清洗后,檢測面上遺留的溶劑和水分等必須干燥,且應保證在施加滲透劑前不被污染,切勿倒噴。
2、施加滲透劑
(1)用滲透劑(一般為紅色罐)噴罐直接噴涂到被檢工件檢測部位,保證被檢部位完全被滲透劑覆蓋,并在整個滲透時間內保持潤濕狀態。
(2)在10~15℃的溫度下,滲透劑持續時間一般不應少于10分鐘。
3、去除多余的滲透劑
滲透劑噴涂10分鐘以后,用清洗劑(一般為黃色罐)噴罐直接噴涂到被檢工件檢測部位,去除掉工件表面多余的滲透劑,使用時不得近距離強壓沖洗,切勿倒噴。
4、干燥處理
施加顯像劑前,檢測面進行自然干燥,干燥時間通常為5~10分鐘。
5、施加顯像劑
顯像劑在使用前應充分攪拌均勻,用力將將罐身上下、左右搖勻。搖勻后,將噴嘴離被檢表面距離300mm~400mm,噴涂方向與被檢面夾角為30°~40°。顯像劑的施加應薄而均勻,不可在同一地點反復多次施加,切勿倒噴。
6、觀察
施加顯像劑后7~60分鐘內進行觀察。
三、驗收標準
n 產品鋼結構件焊縫缺陷為Ⅲ級的焊縫質量等級應達到《GB/T 12469》規定的Ⅲ級。
n 滲透檢測應按照《JB/T4730.5-2005 承壓設備無損檢測》標準進行。
GB/T 12469-1990 鋼熔化焊接頭的要求和缺陷分級
JB/T4730.5-2005 承壓設備無損檢測·滲透檢測
n 滲透檢測驗收標準
JB/T 4730.5-2005《承壓設備無損檢測·滲透檢測》
一、范圍
《 JB/T 4730.5 滲透檢測》的本部分規定了承壓設備的液體滲透檢測方法以及質量分級。
本部分適用于非多孔性金屬材料或非金屬材料制承壓設備在制造、安裝及使用中產生的表面開口缺陷的檢測。
二、質量分級
1、不允許任何裂紋和白點、緊固件和軸類零件不允許任何橫向缺陷顯示。
2、焊接接頭和坡口的質量分級按表1進行。
3、其他部件的質量分級評定按表2進行。
表1 焊接接頭和坡口的質量分級
| 等級 | 線性缺陷 | 圓形缺陷(評定框尺寸35×100 mm) |
Ⅰ | 不允許 | d≤1.5,且在評定框內少于或等于1個 |
Ⅱ | 不允許 | d≤4.5,且在評定框內少于或等于4個 |
Ⅲ | L≤4 | d≤8,且在評定框內少于或等于6個 |
Ⅳ | 大于Ⅲ級 | |
注:L 為線性缺陷長度,mm;d為圓形缺陷在任何方向上的zui大尺寸,mm。
4.3、其他部件的質量分級評定見表2。
表2 其他部件的質量分級
等級 | 線性缺陷 | 圓形缺陷(評定框尺寸2500mm2,其中一條矩形邊的zui大長度為150mm) |
Ⅰ | 不允許 | d≤1.5,且在評定框內少于或等于1個 |
Ⅱ | L≤4 | d≤4.5,且在評定框內少于或等于4個 |
Ⅲ | L≤8 | d≤8,且在評定框內少于或等于6個 |
| Ⅳ | 大于Ⅲ級 | |
注:L 為線性缺陷長度,mm;d為圓形缺陷在任何方向上的zui大尺寸,mm。
n Ⅲ級焊縫驗收標準
產品鋼結構件焊縫為Ⅲ級的焊縫質量等級應達到GB/T 12469-1990規定的Ⅲ級。
四、安全技術措施
1、滲透探傷防火安全措施
1.1操作現場應做到文明整潔,并有切實可行的防火措施。
1.2避免陽光直射盛裝探傷劑的容器。
1.3避免在火焰附近以及在高溫環境下操作,如果環境溫度超過50℃,應特別引起注意,操作現場禁止明火存在。
1.4絕不允許將壓力噴罐直接放在火焰附近,以此達到加溫的目的,可用30℃以下溫水加熱。
2、 滲透探傷勞動衛生安全防護措施
2.1 在不影響探傷靈敏度的前提下,盡可能選用低毒配方的探傷試劑。
2.2 工作場所要通風良好,盡量降低空氣中有毒物質濃度。
2.3 嚴格遵守操作規程,噴灑藥劑時,人zui好立于上風處。正確使用防護用品,如口罩、橡皮手套、防護眼鏡等。
2.4禁止檢驗人員邊作業邊吸煙。
 關注我們
關注我們